Wie ich euch Versprochen habe, poste ich hier einen Testbericht des
Adventure 4 3D-Drucker von Flashforge.
Nun Zuerst möchte ich betonen, das dieses Gerät absolut nicht für
blutige Anfänger oder Mechanisch nicht begabte User geeignet ist!
Genau so möchte ich aber auch darauf Hinweisen, das von den über 100 von
Uns(mir) Hardcore getesteten 3D-Drucker in Sachen Preis - Leistung -
Präzision dieser der absolute Top Favorit ist.
Ich habe dieses Gerät nun 30 Tage á 24H = 720 Std. durchgehend
eingesetzt, Eigentlich waren es ja 2 ;-)
und mehrere kg Filament von PLA,PET-G,TPU,ASA und Elastic verdruckt.
(Hersteller und Typ in separater Liste)
Bedienung
Die Bedienung des Adventure 4, ist eigentlich sehr Einfach und Intuitiv,
wie man sich das aus der Adventure Reihe von FlashForge gewohnt ist.
Das Touch-Display ist ein Resistiv-Single-Touch Color-LCD
Es zeichnet sich durch gute Position am Gehäuse, gute lesbarkeit und
gute Bedienbarkeit aus.
Auch die Software ist in Deutsch wählbar und die Menü sind Intuitiv und
angenehm gestaltet.
Genauigkeit
Obwohl ich zu Anfang etwas Mistrauisch war, weil die "X"-Achse etwas zu
knapp für mein Geschmack gestaltet ist und laut Beschreibung die
Genauigkeit nur bei 100µ liegen soll, druckt der Adventure 4 bei
richtiger Handhabung auf 5µ genau! und dies ist außergewöhnlich für ein
Gerät dieser Preisklasse!
Wir haben Damit aus Verschiedenen Materialien 30µ dicke Folien und
Zahnräder mit 2mm Größe Gedruckt.
Stabilität
Das Druckwerk selber, ist sehr Robust aufgebaut und übersteht auch ein
DHL Liefer sturz ohne Verzug!
(Erklärung dazu:)
1
Als das Gerät bei uns in der Firma ankam, viel auf dass die Tragegriffe des Kartons beschädigt waren bzw 1er sogar fehlte.
2
Da aber die Verpackung sonnst augenscheinlich keine große Beschädigung aufwiesen, nam unser Postempfang das Paket, klaglos entgegen, was sich später als Fehler erwies. So Zeigte sich der Adventure 4 mit Abgebrochener Fronttür Scharnier, Abgebrochener Extrudermotor, beschädigte LCD Kabel nach dem auspacken. Dazu aber in einem Späteren Post mehr.
Das Plastikgehäuse ist doch eher Na..Ja und dürfte doch etwas stabiler
gebaut sein, vor-allem was die Fronttüre, die Extrudermotorhalterung und
den Airduct betrifft. Dazu aber auch in einem Späteren Post mehr.
HotEnd
Das HotEnd ist genau so ServiceFreundlich wie man es sich von der
Adventure Reihe gewohnt ist.
Zum Wechseln, einfach im Hot-zustand das Filament über die Steuerung
etwa 150mm Zurückziehen lassen, oder eh wenn man das Filament wechseln
will und bereits "ausgefädelt" ist.
Danach ist das HotEnd in ca 5 Sekunden gewechselt. Vergisst man das
Filament zuerst zurückzuziehen, kann man beim Wechseln, ev, den
Extruder/HotEnd/Bowdenrohr stark beschädigen!
Wenn man das HotEnd wechseln, weil die Heizung oder so Defekt ist, muss
man dies mit großer Sorgfalt tun, Je nach HotEnd Typ (vor allem bei
Refurbisched Hotend, oder Klone) Kann es Passieren dass man den
Extruderkomplex beschädigt oder durch Verklebtem Filament das HotEnd
"Zerlegt", wenn man es mit Gewalt aus der Halterung zieht!
Auch die Halterung selbst kann da schaden nehmen(exakt so wie bei allen
Adventure Extruder Komplexen)
Service Freundlichkeit
Hier muss ich leider dem Adventure 4 einige (-) Punkte geben.
Fängt an damit dass mann (wenn man dies nicht schon hat) zuerst mal
Werkzeug (extra lange Inbusschlüssel) besorgen muss und auch
Vorteilhalber gerade zuerst einmal ein neues Airduct ausdrucken sollte.
Die Front Türe ist so gestaltet, dass sie Früher oder später abbricht!
Verhindern kann man dies nur wenn man den Drucker in einer Position
bringt wo die offene Fronttüre sich an einer Wand oder anderweitig in
Sicherheit befindet.
Dies kommt daher, weil wenn man die Fronttüre öffnet, geht sie genau so
weit auf, dass sie in einem maximal ungünstigen Winkel steht und man
sich mehrmals daran stößt, bis sie abbricht und am Boden liegt!
Selbst während dem Transport im Original-Karton (siehe oben) kann sie
abbrechen.
Dies dürfte meiner Meinung nach nicht passieren.
Auch die "Y" Achse ist leider etwas ungünstig gestaltet, sie fährt zwar
sehr Präzise, und ihr Steppermotor ist so kräftig ausgelegt, dass sie
sogar das Hotend Brechen kann wenn es Ansteht, Dies ist aber natürlich
fast Zwangsläufig um mit der relativ Zügigen "Y" Bewegung fahren zu
können.
Aber die Ungeschützten 2 "Riesenlöcher" sind Prädistiniert dazu das
Filamentreste, Abgebrochene Teile (Ja das kann der Airduct ganz gut) in
den Schlitzen verschwindet und man dann eben genau den Erwähnten
Extra-langen Inbusschlüssel braucht um dies wieder aus dem Boden zu
fischen.
Da hilft dann nur Boden abschrauben (Wozu man den besagten Extralangen
Inbusschlüssel braucht) und die Teile (verklemmtes Extrudiertes Filament
im Zahnriemen usw.) zu Entfernen.
Auch da muss ich aus Erfahrung sagen, das dürfte so nicht sein und gibt
definitiv Minuspunkte!
erstes Fazit
Für den Preis, hat man ein Semi-professionelles hoch-genaues Gerät, dass
sich Spielend in ein Verbund integrieren lässt.
Sehr Sauber und hoch-genau arbeitet und Online via Inhouskamera extern
überwachen lässt, Auch bis zu 2kg Filamentrollen im Gerät unterbringen
kann.
Auch arbeitet das Gerät im 24/7 H Betrieb absolut Klaglos.
Mit rund 60dB A ist er nicht als Flüsterleise zu betrachten aber in der
Fabrikation dennoch angenehm leise.
PRO
* Vollständig eingehauster 3D-Drucker, mit dem man dank dem Verbauten
HEPA und Aktivkohlen Filter auch bedenkliche Filamente Verarbeiten kann,
ohne dass eine Geruch oder Belästigung mit giftigen Dämpfen entstehen.
* HEPA und Aktivkohle Filter
* Erstaunlich hohe Genauigkeit von 5µ in allen 3 Achsen.
* Die Möglichkeit auch Teile mit 30µ Bauhöhe(dicke) herzustellen
(Folien).
* Sehr kräftigen Y-Achse Steppermotor
* Doppeltgeführte Y-Achse
* Absolut robustes Druckwerk, mit Aluspritzguss-rahmen!
* Sehr schnell und einfach auswechselbarem HotEnd (ca. 5 Sec.)
* Im Gehäuse mit separater Ladetür einsetzbare Filamentrolle,
die bis zu 2kg Filaament aufnimmt.
(Habe auch schon eine 3kg ASA Rolle drin gehabt, geht aber nicht jede)
* Ein richtiges Arbeitstier
* ein 7/24H einsatzfähiges Gerät.
* Einfache Bedienung
* Cloud Fähig
* WLAN RJ45 Netzwerk USB Stick
* Sehr gute Software (FlashPrint)
* im Verbund Nutzbar
* Direkt "Out of Box" nutzbar
* Kräftige Heizungen die sowohl im HotEnd wie auch auf der
Druckplatform,
zu relativ zügigem erreichen der Temperaturen sorgt
* Dazu passendes Kräftiges Industrienetzteil
* FlashPrint Software mit Intuitiver Bedienung,
* Multidrucker unterstüzung
* Fast alle Funktionen überwachbar
* Fernsteuerung des Druckers via PC
* Slicer mit sehr guten Zusatzfunktionen wie Fuzzy-Skin oder Ironing
* Direkte Kontrolle der im Drucker befindlichen Druckfile
* Direktes Starten eines im Drucker befindlichem G oder GX File
* Optische Kontrolle über die Kamera im Drucker
* Gute Vorschau Funktionen
* Sehr viele Parameter einstellbar
* Auch ein Anfängermodus
* So ziemlich jeder FlashForge Drucker auswählbar
* Bei IDEX oder Dualhaed-3D Drucker sehr gute Stützmaterial
Funktionen
* Mit etwas Geschik kann man für fast jeden Marlin-3D-Drucker,
Files erstellen (Selbst Wanhao mit Sailfisch Marlin sind direkt
Verwendbar, Keine Anpassung bei bsbw.auswählen des Creator 2 auf den
Wanhao Dupplicator 4
Contra
* Airduct aus Sch...plastik das nach 48Std 260° Materialdruck
zerbröckelt
und im Geräteboden verschwindet :-@
* Ungeschützte Y-Fahrschlitze im Boden, worin Material/Dreck
verschwindet
und sich im Zahnriemen verfangen/Verklemmen kann.
* Fehlendes Werkzeug (extra-langer Inbusschlüssel),
das zwingend nötig ist. (Siehe Text)
* Ungünstiger Öffnungswinkel der Fronttüre
* Unterdimensionierte Türscharniere(Plastiknoppel)
* zu Knapp bemessene Extrudermotor Halterung
* Laute Lüfter
* im Innern Ungeschützte Elektronik, die in Kombination,
von Diverser Öffnungen im Innern,
früher oder Später zu Problemen führt.
* Für Anfänger nur bedingt geeignet
* Mechanisch unbegabte Nutzer, brauchen früher oder später Hilfe
(Herabfallende Teile wie, Filamentreste oder kleine gedruckte Teile
die in den Y-Achsenschlitzen verschwinden) können sich verklemmen
und können ohne das gerät zu öffnen nicht mehr entfernt werden.
Nachtrag
Dies ist nun mal ein ersten Eindruck des Adventure 4 von FlashForge
Der Drucker ist weiterhin im 24/7 Betrieb und ich werde später noch
weitere Posts anfügen.
Sachliche Fragen, sind hier ausdrücklich im Thread erlaubt und auch
willkommen ;-)
73 55
> Sachliche Fragen
... weil der ist privat mit 900,- a bissel teuer.
Die meisten Drucker haben 0,1mm Genauigkeit. Heißt das, daß eine glatte
plane Oberfläche eine 'Welligkeit' von 0,1mm hat ? Oder gehts da nur um
die Genauigkeit bei einer Richtungs-ÄNDERUNG?
Ich bräuchte "Hohlkegel" verschiedener Größen mit möglichst glatter
planer Oberfläche. Wieviel Geld -muss- ich da für einen Drucker
ausgeben?
Oder, da du offenbar Lohndrucker bist, wie berechnest DU den Preis für
einen Hohlkegel?
Auch: ob es sich (in Folge) auszahlte -eine größere Menge von Sachen-
selbst zu drucken, bei Euch zu drucken, oder gleich mit
Kunstoffextrusion (Formenkosten) fertigen zu lassen ?
Weil das ist ja wohl das, was du Tag und Nacht machst - durchdrucken -
oder bist nur (Druckertester-)Journalist?
Rudi Ratlos schrieb:> Ich bräuchte "Hohlkegel" verschiedener Größen mit möglichst glatter> planer Oberfläche.
Das klingt eher nach einem Job für einen Resin Drucker. Alternativ
könnte man auch mit ASA drucken und mit Acetondampf glätten wenn die
Kegel sehr groß sind.
Servus,
Rudi Ratlos schrieb:> Die meisten Drucker haben 0,1mm Genauigkeit. Heißt das, daß eine glatte> plane Oberfläche eine 'Welligkeit' von 0,1mm hat ? Oder gehts da nur um> die Genauigkeit bei einer Richtungs-ÄNDERUNG?
Ja und nein das geht um die Widerhohlgenauigkeit.
Das heißt du hast ein Würfel, dann kann der sowohl in der Größe wie auch
im Muster oder in Konturen um die angegebene Differenz vareren.
Die größte Variation tritt in der Regel bei Richtungswechsel auf.
Dümmster Fall:
Nehmen wir an, du hast 0,1mm Genauigkeit.
eine Schicht komplett von Links nach rechts gedruckt und die nächste
schicht von Rechts nach links gedruckt.
Dann kann sich die erste und zweite schicht um 0,1mm verschieben.
Korrekt heißt das der 3D-Drucker, hat somit +/- 0.05mm Spiel.
Vorsicht, das kann aber auch mächtig Teuschen, die wenigsten Hersteller
geben auch die Thermikdifferenz an!
Diese kommt dann nämlich obendrauf.
Grad bei 3D-Drucker mit beheizter Kammer kann das dann schon mal 1mm!
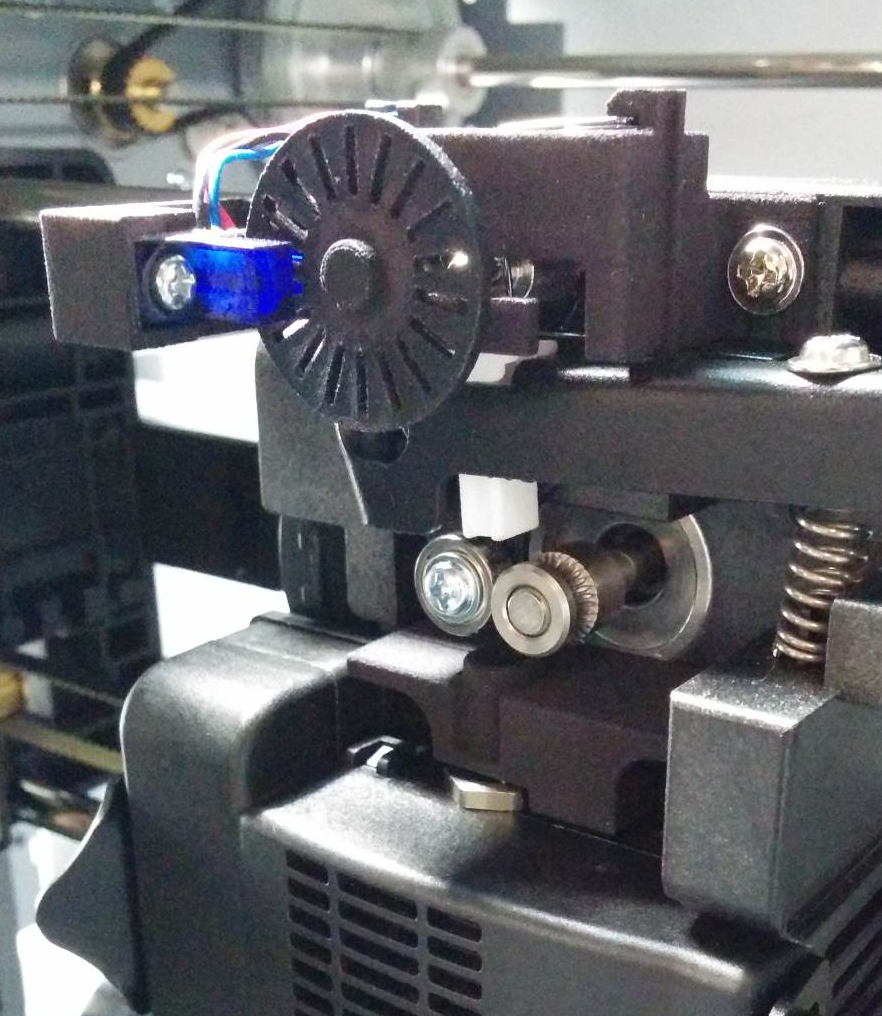
ausmachen. Aus dem Grund haben Industriedrucker wie CreatBot und
AIO-Robotics usw. einen Wegnehmer(Pulscoder der die Fahrstrecke real
misst), der die tatsächlich gefahrene Strecke nachmisst und
gegebenenfalls korrigiert, Das selbe auch beim Filamenttransport, Gute
Industriedrucker messen wie fiel Filament tatsächlich in die Düse
transportiert wurde.(Siehe Bild)
Rudi Ratlos schrieb:> Ich bräuchte "Hohlkegel" verschiedener Größen mit möglichst glatter> planer Oberfläche. Wieviel Geld -muss- ich da für einen Drucker> ausgeben?
Das kommt darauf an wie Groß dass sie Maximal werden soll.
Dan ist die Frage nicht 100% Wegweisend gestellt deshalb2 Antworten:
1 einen Drucker -> Das Gerät:
Wie [Rettungsdienst] sagt, ist ein Resindrucker schon besser für
glattere Oberflächen, aber bei einer Sphere hat auch der Resindrucker,
das Problem mit dem Stützmaterial, welches danach Beulen in der
Oberfläche hinterlässt die man nach bearbeiten muss.
Der Preis, ist Größen-abhängig. den ein Großraumducker der eine Sphere
mit glatter Oberfläche schafft(Egal ob hohl oder nicht) ist mindestens
ein 2 Kopf IDEX Drucker, und du musst Zwingend mit löslichem
Stützmaterial Arbeiten,
Da fängt dann der Preis bei gutem Gebrauchten so bei etwa 600€
an(FlashForge Creator Pro 2 IDEX) und neu so um die 800€
2 einen Drucker -> (Ausführende Person oder Firma)
Der Hauptanteil bei Spheren sind Rüstkosten weil 2 Filamente gebraucht
werden (und PVA oder HIPS ist teuer)...
Für eine Kugel mit Normal rauer Oberfläche so ab 5€
Für eine Kugel mit glatter Oberfläche so ab 15€
Für eine Kugel mit Polierter Oberfläche so ab 25€
.. und danach steigt der Preis Exponenziell mit der Größe.
Rudi Ratlos schrieb:> Oder, da du offenbar Lohndrucker bist, wie berechnest DU den Preis für> einen Hohlkegel?
Nein wir stellen sehr viele Prototypen her, und haben aus dem Grund 3
3D-Drucker-Farm(en) (Im raum Bad-Camberg sind 450 Stück in betrieb) dort
werden hauptsächlich grössere Stückzahlen gefertigt da ist aber Herr
G.P. Zuständig)
Ich mache Definitiv nur Sonderanfertigungen mit ganz speziellem Material
oder sehr hoher Kompexität. Preise kann ich hier nicht nennen den das
wäre ein Gewerbliches Angebot!
Aber eben eigentlich ist meine Mini-Farm aus 14 Drucker nur für die
Kundneproduktion von Geräteprototypen komplett mit Elektronik, oder
Mechanischer Art, gedacht.
Was ich hier Zwischendurch bei Freier Kapazität, ab und an mal Jemand
aus dem Forum für einen Kaffekassenbeitrag drucke, ist Privat und ganz
was anderes. (Beispiel Beitrag:
Beitrag "Re: [S] 3d-Drucker 30 Stk. Kunststoffscheibchen - Dienstleistung" )
Das kann ich aber wirklich nur, wenn ich Freie Kapazität habe, (damit
der Drucker nicht Kalt wird...GRINS...) aber im Moment ist das freie
sehr Mau. ;-)
PS: Es wird übrigens bald auch ein Testbericht für ein Tenlog IDEX
Drucker der erschwinglich im Preis ist folgen...)
Hmm ein kleiner Erfahrungsbericht zu mir zu Flashforge (weil ziemlich
konträt):
Habe/hatte einen Creator3 von Flashforge (kostete so 2700.-)... die
bekommen nie wieder einen Cent von mir.
Stabil ist er ja und drucken tut er auch gut, aber alle 500-750h den
kompletten (!) Drucker zu zerlegen ist nicht fein. Die Mechanik braucht
so viel Liebe, dass man da regelmäßig 3-4h investieren muss. Dabei gehen
auch die ganzen Clips vom Gehäuse kaputt und das FFC Kabel zum Display
habe ich auch provisorisch reparieren dürfen.
Lt. Manual sollte man einfach alle paar Wochen etwas von ihrem sündhaft
teurem Lithium oder Silikonfett (habe gefragt welches ich nehmen
soll/welches sie da drinnen haben. sie haben nur auf ihre 5g Tütchen
verwiesen) auf die Wellen tun und gut ist's. Nach ca. 1000h waren die
Lager dann durch und die Wellen irreparabel "zerkratzt" (tiefe Rillen in
denen sich die Kugeln vom Lager verfangen haben).
Habe mir dann von meinem Geld bei Misumi Ersatz geholt. Das lief dann
leiser und besser - aber über die 750h habe ich mich nie getraut...
Meine Tests haben ergeben, dass die Linearbuchsen dann schon recht leer
waren. Fett habe ich übrigens mir zu den Lagern und Verwendungszweck
passen organisiert!
Drucker mit Linearführung ohne Schmiernippel kommen mir nicht mehr ins
"Haus".
Laut ist mein Creator 3 auch... im selben Raum arbeiten ist definitiv
nicht!
Dazu kommt, dass die den Drucker anfangs auch für flexible Filamente
beworben wurde.
Das wurde dann im Nachhinein stillschweigend (!) wieder zurückgenommen.
Super Sache, wenn der Drucker schon da ist, das nicht geht und der
Support sagt, dass man dann den falschen Drucker gekauft haben... Habe
dann auf alte Doku auf deren Homepage verwiesen und dann nie mehr was
von denen gehört...
Zumindest bei den Linearlagern haben die dann nach 2 Monaten neue
Schrottlager und Schrott-Wellen geschickt. Die hatten auf der Welle
Spiel und wesentlich wenig Kugeln in der Buchse als die von Misumi.
Schlussendlich bin ich jetzt beim Ender3 V2 gelandet (der Creator 10
steht in der Ecke und wartet, dass ich wieder mal ABS brauche... das
kann er nämlich richtig gut!).
Mit dem dual Gear Extruder und full-metal hostend vom CR10 und einer
touch probe laufen die bei mir jetzt absolut ohne Wartung (ok, hin und
wieder mal die Düse abwischen, wenn man mal wieder nasses PETG drin war)
um die 1000h...
Zusätzlich rüste ich jetzt auf Silikonbuffer und magnetische PEI
Druckbetten um.
Die Kombination habe auf einem Drucker jetzt einige Rollen lang getestet
und bin damit sehr zufrieden.
Der Aufwand, bis man alles im Griff hat, ist enorm.
Die meisten Tipps, die man findet, sind ziemlich falsch.
Dafür bin ich von Creality bisher nicht angelogen worden und muss auch
nicht Flashprint nutzen (das hat/hatte übrigens super Grafik-Bugs, durch
die die Preview unbrauchbar wurde)
Nachteil ist sicher die vergleichsweise niedrige Druckgeschwindigket
(dafür habe ich mir um vergleichbares Geld jetzt 5 Drucker hingestellt;
bin also in Summe schneller).
Dann wäre so ein geschlossener Bauraum nicht schlecht. ABS geht also
nicht. Das Hotend habe ich ohnehin getauscht, weil die
PTFE-Schlauch-Lösung im original im besten Fall für PLA taugt.
Man muss definitiv 2-3h für jeden Drucker rechen bis vernünftig
zusammengebaut und kalibriert ist. Dann rennt er aber... mit vernünftig
eingestellten Rollen, müsste das eigentlich auch so bleiben. Immerhin
gelten Rollenführungen als praktisch wartungsfrei.
Tatsächlich habe ich aber vom Adventure wesentlich besseres gehört (also
persönliche Erfahrungen) als von den anderen Flashforge Druckeren... ich
bin mit der Firma jedenfalls durch.
73
Hans W. schrieb:> Habe/hatte einen Creator3 von Flashforge (kostete so 2700.-)...
Hatte ich auch und ist nach 3 Tagen zurück zum Hersteller!
Tja jeder Hersteller hat nun mal Gute und Schlechte 3D-Drucker.
und ganz besonders wenn er nicht selber der wahre Hersteller ist
FlashForge ist zwar eine Etwas bessere Marke, aber eben
Nicht Hersteller
Schade dass du mich nicht früher angeschrieben hast, ich hätte dir sagen
können was du genau machen musst um den Problemen aus dem Weg zu gehen.
Auch das Problem von FlashPrint hängt mit dem OpenGL Treiber zusammen
und wurde beim Letzten Update (angeblich) behoben. ist bei mir bis jetzt
nicht mehr aufgetaucht, aber mann soll den Tag nicht vor dem Abend
loben....
Das Update kaum Gestern morgen früh ;-)
Hans W. schrieb:> ... die> bekommen nie wieder einen Cent von mir.
Urteile nicht so Hart ;-) im Gegensatz zu Bresser, hast du die Chanche
das wenn du freundlich dein Problem schilderst, sie dir das Gerät
ersetzen/Reparieren! Mir haben sie anstandslos 2 Adventure 3 ersetzt!
Gut der Creator 3 war grob gesagt eine Missgeburt! Falsche Lager,
Falscher Plastik (Siehe oben Fabduct des Adventure 4)
Aber wenn man wie ich rund 30 Jahre 3D-Druckerfahrung hat, schaut man
das Gerät an und findet meist schon solche Missetaten (gespart am
falschen Ort)
Oder eben nach dem Test, weis man wo die Schwachstellen sind!
Den Perfekten 3D-Drucker gibt es nicht! jeder hat irgend wo eine
Schwachstelle oder Kinderkrankheit. und grad bein Creator 3 haben sie
einfach versucht Kundenwunsch gemäß die Fahrgeschwindigkeit zu
verdoppeln und dabei nicht bedacht, dass die Lager das nicht mitmachen!
Wie du ja selber in deinem Beitrag bemerkst, hast du ja an den
Billigeren auch Mods machen müssen, das ist nun mal so.
Wenn du ein 3D Drucker so ab 10'000.--€ kaufst sieht es etwas anders aus
da darfst du mehr erwarten. Aber bedenke wann kam der Creator 3 auf den
Markt, was kostete er, (ganz im speziellen im vergleich zu anderen mit
den selben Futures,?
Nun genau aus dem Grund nehme ich mir ja die Mühe hier Testberichte zu
schreiben und genau solche Schwachstellen aufzudecken und
Lösungsvorschläge zu Posten.
Und nein ich werde nicht von FlashForge Bezahlt oder Unterstützt ich
mach das aus Eigeninitiative.
Übrigens!
Hans W. schrieb:> alle 500-750h
Da machen 85% der Billigeren (bis 3'000€) 3D-Drucker schon Probleme wenn
man sie Intensiv nutzt(Hohe Fahrgeschwindigkeiten).
Hans W. schrieb:> Dazu kommt, dass die den Drucker anfangs auch für flexible Filamente> beworben wurde.
Ja das von FlashForge gelabelte [Elastic] geht von haus auf, für anderes
bis 80 Shore-A gibt es Mods. 70 Shore-A und darunter machen noch die
wenigsten 3D -Drucker.
Beispiel der Tenlog IDEX, kann man schlicht ab Stange kaum brauchen ein
Lotterdingsbums per Exellence :-@ ... Jetzt schnurrt er wie ein Büsi und
tut seine Arbeit :-)
Aber das dann alles im [Tenlog IDEX]Testbericht und nicht hier in dem
Thread diskutieren
In meinen Firmen/Partnerfirmen schwirren gute 500 3D-Drucker rum und wir
stellen auch selber Sonderdrucker her, da kann man Erfahrung sammeln ;-)
PS Das Schmierfett bekommst du im Penny für ein "Apfel und ein Ei" Das
Lithium Universalsprühfett mit einem abgebildeten Kugellager.
Das hat gute Langzeitstabilität, Tropft nicht und hat hervorragende
Notlaufeigenschaften.
Sorry Rudi Ratlos
Habe auf dem Handy beim schnell drauf schauen Kugel anstelle von Kegel
gelesen.
Ein Kegel ist absolut Unproblematisch, das schaft schon der Cadet bei
Aktivem Ironing.
Ein 2nd-Hand Drucker so ab 250 € (Halt je nach Größe) kann dir ein
sauberen Kegel drucken.
Da er Zentrisch Rund läuft kann da ein guter Slicer eine Oberfläche im
25µ Bereich zaubern. Möglichst dünne schichten wählen dass sich keine
Treppen bilden...
Gruß Patrick L.
Patrick L. schrieb:> Urteile nicht so Hart ;-) im Gegensatz zu Bresser, hast du die Chanche> das wenn du freundlich dein Problem schilderst, sie dir das Gerät> ersetzen/Reparieren! Mir haben sie anstandslos 2 Adventure 3 ersetzt!
Habe lange genug mit der kompletten Kette (Händler, Importeur, FF)
diskutiert... Da war nix zu machen... Habe den Drucker kurz nach
Einführung gekauft.. is also schon einige Jahre her.
Patrick L. schrieb:> Wie du ja selber in deinem Beitrag bemerkst, hast du ja an den> Billigeren auch Mods machen müssen, das ist nun mal so.
Naja, Mods wären nicht mein Problem... Ein Drucker der Bugs in der
Firmware hat, die das Druckbett zerstören und ein Support der meint das
passt schon so... Naja...
Patrick L. schrieb:> Da machen 85% der Billigeren (bis 3'000€) 3D-Drucker schon Probleme wenn> man sie Intensiv nutzt(Hohe Fahrgeschwindigkeiten).
Ender 3 V2... Bis jetzt mein haltbarster Drucker. Dafür nur 60mm/s...
Aber bei dem Preis habe ich eben mehr Drucker.
Das hat aber auch Vorteile... z.B. habe ich jetzt einige Drucker für
bestimmte Filamente und einer bleibt für Notfälle quasi unangetastet.
Nächste Woche kommt dann einer nur für flexibles Zeug dazu :)
Patrick L. schrieb:> Den Perfekten 3D-Drucker gibt es nicht!
Unterschreibe ich sofort!
Dann ist da noch der slicer...
kA was prusa in letztem update geändert hat.. PetG war bei mir immer ein
Problem.
Mit sehr, sehr sehr viel Tuning habe ich gerade so akzeptable Drucke
hinbekommen. Ein Update später ist die drucktemperatur weitestgehenst
egal und ob das Filament trocken ist oder nicht Scheint auch fast nichts
mehr zu ändern...
Ich fertige übrigens ein paar Kleinteile für meine Produkte... Nichts
tragisches, aber genug um sich wirklich intensiv mit der Materie zu
beschäftigen.
Patrick L. schrieb:> Ein 2nd-Hand Drucker so ab 250 €
Wenn du sowas bekommst.
Ich würde sagen so ab 500 neu... Gebraucht wären also 250 i.O... wenn
man denn einen findet...
Zu den Druckkosten gibt's bei prusa einen Rechner online wo man z.B.
Stromkosten Arbeitszeit usw berücksichtigen kann.
Dann kann man abschätzen was der Spaß einem selber kostet.
Prototyping in der Elektronik (50% von meinem Umsatz) geht IMHO nicht
mehr ohne Drucker und Laser...
73
Hans W. schrieb:> Wenn du sowas bekommst.> Ich würde sagen so ab 500 neu... Gebraucht wären also 250 i.O... wenn> man denn einen findet...
Ist bei ebay grad vor ca 1/4 Std einer mit 180€ über den Ladentisch....
https://www.ebay.de/sch/i.html?_from=R40&_nkw=3D%20Drucker&_sacat=0&rt=nc&_udhi=250
Und wenn du selber Hand anlegen kannst gibt es im Moment einige Geeetech
A10T mit Tripple Extruder um die 150€ ;-)
(Kundenreturen mit ev. Fehlern) überlege mir nämlich grad selber so 2 zu
dem Preis als Ersatzteillager zu kaufen....
Habe da schon paar mal bei ALI und eBay solche(verschiedene Hersteller)
als Ersatzteilspender gekauft, waren aber auch schon Geräte dabei die
wie Neu und ohne Fehler waren.
Diese habe ich dann grad in die 3D-Priner-Farm, mit aufgenommen (1/2 bis
1/3 vom Neupreis und praktisch wie neu Ungenutzt, was man am HotEnd
sofort ansieht) ist ein guter Preis da kann man nicht Meckern....
Hans W. schrieb:> Das hat aber auch Vorteile... z.B. habe ich jetzt einige Drucker für> bestimmte Filamente und einer bleibt für Notfälle quasi unangetastet.
OK das mag für 1-2 Gehen aber wenn du aus 300 Drucker 600 oder gar 900
machen musst um die Geschwindigkeit zu erreichen?
dan wechselst du vorher bei den 300 Lager und Motoren dass sie rund 4x
so schnell sind ;-) Sonst steigt bei der Großfarm, der Platz und
Stromverbrauch recht an ;-)
Alles ist Relativ...
73 55
Patrick L. schrieb:> OK das mag für 1-2 Gehen
Naja, bei mir sind aktuell 5 am Laufen, 6 und 7 sind Stand-By und Platz
habe ich für 10... wie gesagt, nix Tragisches... Kleinstserien für mich
selbst + haufenweise Prototyping. Display-Blenden für ein Produkt habe
ich für ca. 1Jahr in Voraus an einem Tag gedruckt :)
Beim Ender müsste man deutlich schneller fahren können, wenn man ein
high-flow Hotend einbauen würde. Mit der Mechanik habe ich kein Problem.
Rollenlager sind ja eigentlich für extreme Geschwindigkeiten optimal...
Die Dualgear extruder vom CR10 sind auch i.O... die habe ich eingebaut,
weil sich bei mir beir PETG dauernd was verstopft hat und ich den
Extruder im Verdacht hatte.
Im Endeffekt war's aber das Hotend. Das ist echt Mist... für PLA vllt.
noch für einige 100h ok... ansonsten definitv nicht.
Auf einigen Druckern hab ich auch beschichtete Düsen von Brozzle weil
mir PETG wirklich Probleme gemacht haben... alles nicht notwendig wie
sich herausgestellt hat...
Ein H-Bot (der Ender Aufbau ist mEn nur bis 100mm/s brauchbar) mit
Rollen.. also auf Z eine (1 einelnes!) fette Profilführung und
Kugelumlaufspindel und x/y auf Rollen... das wär was...
Aber wie gesagt, für meinen use-case finde ich ein paar Drucker mehr die
bessere Variante.
Ob der Druck jetzt nach 8h oder nach 6h fertig ist, macht keinen
Unterschied für mich... so oder so starte ich in der Früh und wenn ich
aus dem Büro gehen sind beide fertig...
Über Nacht drucke ich z.B. nicht... lights-out ist mir
Versicherungstechnisch zu heiß.
Außerdem kosten die jetzt gerade mal 260USD! Mit allen Mods bin ich <350
Euro.
Aber klar, in einer großen Farm hat man andere Prioritäten... Ich hab'
bevor ich mich selbstständig gemacht habe auch in einem Konzern mit
>5000 Angestellten gearbeitet... da war alles auch anders organisiert
wie jetzt ;D
73
Patrick L. schrieb:> Dann kann sich die erste und zweite schicht um 0,1mm verschieben.> Korrekt heißt das der 3D-Drucker, hat somit +/- 0.05mm Spiel.
Danke pali. Mich hats eh schon Tage gejuckt...
> Das kommt darauf an wie Groß dass sie Maximal werden soll.
Die Hohl- Kegel Größe (hier: d ~ 3h ) ist ohnehin vom Drucker
determiniert. Und die sind alle quadratisch .
> das Problem mit dem Stützmaterial,
Heißt, man kann 'grundsätzlich' keine schrägen Flächen drucken, weil die
ohne Stützen alle einfallen. Was Aufwand und Kosten: vervielfacht .
> Ein 2nd-Hand Drucker so ab 250 € kann dir ein sauberen Kegel drucken.
Ginge also theoretisch .
> Preise kann ich hier nicht nennen
Mir gings eigentlich darum, ob es sich -überhaupt- auszahlt, sich mit so
einem Herumbastel -Scheiß auseinanderzusetzen :
a) Also 450 Drucker habts ihr?? Ist da so ein enormer Bedarf am Markt?
b) Ich rechne ja so:
Printer 400,- , erstes Test- und Ausschuß-Material 200,- , danach noch
Ersatzteil- und 'Tuning'-Kosten für 1 Hosenknopf !
Kurz: ab welcher Auftragssumme sich kalkulatorisch ein Lohndruck
von einem Selfiedrucker -abzuheben- beginnt. Ohne jetzt groß auf
"Qualität UND Zeit" herumzureiten . (?)
ama-Rezis sagen ganz klar (wer lesen kann): lass die Finger davon.
Bis man da ein brauchbares Ergebnis hat, sind 2000,- Euro weg. Das
sagt einem aber auch schon der gesunde Menschenverstand.
Rudi Ratlos schrieb:> Heißt, man kann 'grundsätzlich' keine schrägen Flächen drucken, weil die> ohne Stützen alle einfallen. Was Aufwand und Kosten: vervielfacht .
NEIN 45° ist ohne Stützmaterial in Kegelform möglich
Solange die Fläche nicht eine in der Luftstehende Schrägwand ist (Also
Hohl-kegel sind ja Rund und stützen sich selber) kann man ohne
Stützmaterial arbeiten Bei einer Kugel sieht das anders aus, die würde
ohne Stützen beim druck einfach wegrollen.
Überhänge die Torbogen-förmig sind kann man ebenfalls meist ohne
Stützmaterial arbeiten.
Türzargen mit 90° Winkel hingegen brauchen Stützen, wenn aber die
Oberfläche nicht 100% eben ist kann man auf teures PVA oder HIPS
verzichten, dann kann man die Stützen auch aus dem zu verdruckendem
Material machen. Diese kann man nach dem Druck mit Leichtigkeit
ausbrechen.
Komplexe überhänge, wo man danach mechanisch nicht dazu kommt muss man
dann wieder aus Wasserlöslichem Stützmaterial wie PVA machen.
Rudi Ratlos schrieb:> Kurz: ab welcher Auftragssumme sich kalkulatorisch ein Lohndruck> von einem Selfiedrucker -abzuheben- beginnt.
Das ist größenabhängig, machst du kleine Teile wo z,B, ein Geeetech A10
oder ähnlich reicht, kannst du ab ca 500 Euro das selber Drucken,
Ein FlashForge Adventure 3 ist als Gebrauchter
Refurbisched(generalüberholt) Drucker erhältlich und wird in der regel
mit bis zu 2kg Filament und allem Zubehör schon im gutem Zustand ab 350€
verhökert.
Neu so ab 500€ als Komplettset.
Dan ist nur gegeben ob das eine einmalige sache ist, oder ob du immer
wieder was brauchst.
Da wenn du ein wenig Geschick hast, ist das Anschaffen eines 3D-Druckers
alleweil vorzuziehen.
Grad der Adventure 3 lässt sich auch wenn dir die Lust vergeht wieder
relativ gut verkaufen.
Schön ist bei diesen Geräten:
Auspacken, einstecken, Filament laden und Losdrucken.
Das nent sich Out of Box geröt.
Rudi Ratlos schrieb:> ama-Rezis sagen ganz klar (wer lesen kann): lass die Finger davon.> Bis man da ein brauchbares Ergebnis hat, sind 2000,- Euro weg. Das> sagt einem aber auch schon der gesunde Menschenverstand.
Das war vielleicht vor 10 Jahren so!
Jetzt halte ich das als ein Gerücht!
Meine 13 Jährige Tochter hat von mir ein Cadett Bekommen(Was nicht
gerade der Billigste ist) + 1 1kg Rolle PLA.
hat exakt 30 Minuten gebraucht und etwa 40 gr Filament(ca 1M) und hat
den Dreh raus.
Kostenaufwand 240€...Nix mit 2k€...
73 55
Hans W. schrieb:> bevor ich mich selbstständig gemacht habe
Was würdest du (oder pali) verlangen für Spitze Hohlkegel
(pardon: ~ 3d = h) (sagen wir: Kegel 30° )
((real: ohne Spitze mit präzisem Loch))
je 30 Stk. h= 30/40/50/60 mm
je 20 Stk. h= 70/80/90 mm
je 10 Stk. h= 100/120/150 mm
Material/-dicke: Egal, eher weiches, nicht schepperndes Plastik ...
Das Billigste ist immer gerade gut genug.
Wandstärke: dünn, sollte nur beim lockeren Angreifen stabil bleiben .
(~0,7-1,2mm?)
Farbe: egal
Und ob sich am Preis bei noch größeren Mengen was ändert ?
In Fortsetzung meiner (obigen) Kalkulationsbasis -Überlegungen
ggfs.
Als kostenlose Werbung für den 3D-Printer-Berufsverband ?
Rudi Ratlos schrieb:> Als kostenlose Werbung für den 3D-Printer-Berufsverband ?
Dem gehöre ich nicht an LOL
Wie schon geschrieben, ich selber mache kein Lohndruck.
Ich setze die hier in der R&D für Prototypen von allerlei
Elektronikgeräte und Mechanische Teile. Manchmal auch Modelle ohne
Funktion aber eher Selten.
Nochmals Preise darf ich dir nicht nennen und Angebote auch nicht
machen!
Einzig wenn ich mal ein 3D-Drucker mit der Baugrösse frei habe könnte
ich mal so ein paar kegel zum Aufgerundeten Materialpreis plus Porto
plus Kaffekassenbeitrag machen das wäre dann nicht gewerblich.
Materialpreis müsste ich mal ausrechnen aber PLA ist nicht teuer, ich
glaube Porto und Verpackung würden mehr kosten.
1 Rolle mit 1kg PLA gibts schon ab rund 6€.
Für so ein Hohlkegel 150 mm 30° 1.2mm Rand sind das dann grob
geschätzt,
so etwa 20~40 Gramm Material... Rechnung zu schreiben lohnt nicht LOL...
Zeit ist da das Teuerste deshalb eben wenn ich einen Frei habe mal so
nebenbei ist sowas Machbar.
Aber wenn ich dich recht verstanden habe sind dass dann so etwa:
210 Kegel total?
Patrick L. schrieb:> Wasserlöslichem Stützmaterial wie PVA machen.
Ah so geht das. Du geisterst auch noch durch die Nacht ...
> Refurbisched
Ich nur neu oder warehousedeal
> immer wieder was brauchst.
Serienfertigung: ist das ein einschlagbarer Weg im 3D-Druck ?
> Da wenn du ein wenig Geschick hast, ist das Anschaffen eines 3D-Druckers> alleweil vorzuziehen.
Es ist ja nicht nur das Geschick, sondern erst die ERFAHRUNG! die das
Faß zum Überlaufen bringt... und letztere kostet .. Geld oder Leben
(-szeit).
Das ist das Problem bei den (allen) Dingen.
> Meine 13 Jährige Tochter hat von mir ein Cadett Bekommen(Was nicht> hat exakt 30 Minuten gebraucht und hat> den Dreh raus.
Alles unglaublich easy.
"Das" machen wir noch heute, jetzt gleich, dauert max.einen halben Tag,
leider trat dann noch ein Problem auf. Aber morgen isses sicher fertig,
bis zum Abend falls nix dazwischenkommt. Und wenn wir die ganze Nacvht
durcharbeiten müßten.
Rudi Ratlos schrieb:> Ah so geht das. Du geisterst auch noch durch die Nacht ...
Nein ich ersauf in der Arbeit und wenn ich nicht grad fertige Drucklinge
bei den Drucker(n) raushohle habe ich Zeit hier zu Tippen (Halt mit
schreibfehlern und so muss ja die Drucker im Auge behalten)...GRINS..
Ich arbeite wegen Leutemangel (haben wohl alle Corona am großen Zeh...)
zur zeit rund 20h am Stück!
Patrick L. schrieb:> Aber wenn ich dich recht verstanden habe sind dass dann so etwa:> 210 Kegel total?
Ja. Ich kann ja sowieso das nicht kaufen bei dir. Es geht nur darum, mit
wieviel man 'so rechnen könnte' .
Ich hab bei einer Firma bei uns angefragt, was so ein 20cm Kegel kostet,
keine Antwort. Nachrennen tu ich niemand..
Also: wie sich eine Bestellung dieser Größenordnung im Vergleich -zu
Druckeranschaffungskosten rechnen würde.
Wenn ihr 450 Drucker habts, werdets wohl wissen, was das kosten würde.
Ergänzung: Wenn ich Euch als Profis nämlich 'zuhöre', dann verzichte
(gerne?) auf einen eigenen Drucker.
Rudi Ratlos schrieb:> Ich hab bei einer Firma bei uns angefragt, was so ein 20cm Kegel kostet,> keine Antwort. Nachrennen tu ich niemand..
Im Internet, gibt es zur Zeit alleine in DE mehrere 100
3D-Druck-Dienstleister, du wirst dich wundern wie viele in CN die das
erstaundlich billig anbieten ;-)
Das ist ein Grund warum wir das nicht als Dienstleistung anbieten es
rentiert so nicht!
Wir haben die Druckerfarm, echt nur für die Produktion von Geräten und
Teile unserer Kunden CN können wir nicht unterbieten in deutschland
kosten die Steuern schon mehr als der CN für das fertige Teil verlangt,
90% der Online Teilebesteller legen nicht wirklich wert auf Qualität,
sondern "Hauptsache Billig war's" aus dem Grund hast du hier in DE keine
Chanche zu konkurieren. :-)
PS: Schik mir mal ein STL File dann schick ich das mal durch den
Kostenrechner.
Wenn ich es zuerst Zeichnen müsste, musst du Geduld haben weil auf dem
Handy geht das nicht, und ich bin noch bis morgen Mittag am Drucken,
danach fahre ich in Richtung Hamburg in eine andere Niederllassung von
uns und bin erst wieder am späten Abend zurück...
... Und dann wird weiter gedruckt....
Ich habe solche Kegel ja aus 80g/m²-Papier geklebt. Das ist
absolut resonanzfrei - Das optimale Material für (u.a.) Audio-Hörner.
Das ist aber leider nicht exakt genug. Für ein Experiment dieser
Audio-Dimension. Wie gesagt: 0,1mm .
Bei uns gibts einen Metallprinter/CNC-AluFräser, da wollte ich
ursprünglich einen Rohling als "Klebehilfe" machen, dummerweise rutscht
auf einem Kegel alles herunter! in de/uk gibts den Dr.Müller? der
stellt Kalotten und anderes Lautsprecher-Zeug her. Sowas wär ideal.
Gibts Papierdrucker eigentlich auch schon? ?
> Schik mir mal ein STL File
STL hab ich auf w2k nicht verfügbar, da müßte ich erst Linux
herschleppen...
Danke bemüh dich nicht
sooooo wichtig isses auch nicht, dir auch noch das Wochenende zu
versauen. Was ich -ursprünglich- wissen wollte, weiß ich jetzt.
Danke.
Ach übrigen.
Wenn es für Schall ist solltest du Holzfilament verwenden, das hatt die
besten Schalleigenschaften und ist auch noch das leichteste Filament.
Kam mir jetzt grad in den Sinn wo ich eine neue 1kg Rolle eingespannt
habe.
Die hat fast doppelt so viel Filament drauf wie eine PLA ;-)
Gut erwähnst du dass es Flach 30° sein soll wie ein Kalottenhochtöner.
Dann wird das ja unten im Durchmesser Risig bei 20 cm!
Da muss dann ein Grßer 3D Drucker her da reicht der Adventure 3 nicht
mehr!
Normalerweise gibt man den Winkel vom Spitz her an. Aber
Kalottenhochtöner sind eher Flach.
Schick mal lieber ne Zeichnung, dann kann man die Druckbettgrösse
abschätzen. (Du kanst auch ein anderes 3D Format schicken, die meisten
lassen sich ja Importieren, stl wäre einfach ideal da dort die Maße
immer 100% stimmen.)
Also bei einem 120° Kegel füllt bei mir bei 60mm Höhe mein komplettes
Druckbett.
Ob sich das überhaupt drucken lässt, müsste man auch sehen.
Selbst bei 0.1mm Schichtdicke liegt jede Lage nur mehr zu 50% auf der
unteren.
Dann ist da noch die Frage mit der Haftung am Druckbett...
ggf. müsste man einen Boden drucken, den man am Schluss wegschneidet.
Nur ein einzelner Perimeter kann gehen - muss aber nicht.
Die Filamentkosten sind unbedeutend... der 60mm Kegel als "Vase"
gedruckt braucht ca 10g. PLA kostet die 1kg Rolle 20-25.-
In 0.1mm Schichtdicke dauert das aber fast 3h.
Ich bin eigentlich auch kein "Lohndrucker"...99% drucke ich für den
Eigenbedarf.
Zur Orientierung: in meinen eigenen Kalkulationen setze ich normal
Material+1.-/h an, um die Teile einpreisen zu können. Für die Kunden war
der Preis immer an den "Wert" des Objekts angepasst... man muss ja auch
von etwas leben.
Falls sich wirklich keiner findet, der sich das mit dir ansieht, schreib
mir einfach eine Nachricht... Aber Patrick hat schon Recht... es gäbe
schon einige, die sowas machen...
Wie gesagt, ich mach Lohndrucke nur sehr selten und deine 60mm Kegel
nutzen meine gut 200x200mm (235 sind's maximal; ist aber nicht zu 100%
nutzbar) schon ziemlich genau aus.
73
Patrick L. schrieb:> Holzfilament
Das ist auch, was ich oben meine. Es geht ziemlich schnell ins Geld.
Carbon, seh ich grade, gibts auch. Offensichtlich in PLA gebunden.
> Gut erwähnst du dass es Flach 30° sein soll wie ein Kalottenhochtöner.
War eh der Spitzenwinkel gemeint, also ein Spitz- kein Flachkegel. Ein
Drucker müßte also eher deutlich höher (etwa 3x Grundfläche) sein. Der
"Umfangs-Winkel" beträgt genau ??,130102354 155978703 144387440
907°(Grad)
Der eig. 'Horn-Winkel' aber wird erst durch die Form (Kegel, Pyramide,
etc) vorgegeben. Deswegen ~30°.
Am Einfachsten ist ein 'Kegel' aus Papier zu machen. Hat aber einen sehr
engen Abstrahlwinkel, flaches Rechteck ist da besser. Bei Hörnern ist
die Form ja völlig egal. Deswegen wäre ein Drucker -ja- interessant.
Und "Dr.Kurt Müller"-Kalotten sind mir zufällig untergekommen. Der macht
Gewebe- und so Papiermache´-Zeug.
> Druckbettgrösse
Also prinzipiell: Klein und Hoch.
Mit (Super-)Hochtonhörnern ranzutasten ist deutlich billiger.
Tief- oder Mitteltonhörner ist nix. Da brauchst -VIEL Holz .
> Schick mal lieber ne Zeichnung,
Hab da auf w2k nur ein nie gebrauchtes TurboCAD, das ist auch ein Grund,
da muß ich mich dann in ein (Linux-)Programm einarbeiten.
Hans W. schrieb:> Die Filamentkosten sind unbedeutend... der 60mm Kegel als "Vase"> gedruckt braucht ca 10g. PLA kostet die 1kg Rolle 20-25.-> In 0.1mm Schichtdicke dauert das aber fast 3h.
Dafür besonderen Dank. Ich habs oben schon gelesen, aber ich habs nicht
geglaubt. Drei STUNDEN ? dauert das ? bei 60mm Höhe?
Und wie soll man bei diesen Betriebszeiten noch Geld verdienen? Ich
versteh das jetzt besser, pali.
WARUM
ich das so genau wissen wollte, mir fällt einfach nicht ein, was ich mir
da 'sonst' drucken sollte. Wenn du die Zeiten fürs Messen und
Konstruieren zusammenrechnest, rechnet sich das UNTER einer Kleinserie
sicher nicht. Vorgestern ist mir wieder meine Kurbelgarnitur-Abdeckung
(Fahrrad) in die Finger gefallen, liegt jetzt seit drei Jahren herum. Da
hab ich anständig viele Stunden allein mit Messen verbracht. Von Shimano
kostete (hab ich) die -komplette Kurbel-Garnitur- ?17,90 , aber die
gefällt mir nicht .
Und mit vielen anderen Sachen ist es genau dasselbe. Der Aufwand ist
enorm. Und vom thingiverse? lad ich mir sicher kein Kinderspielzeug
herunter.
> in meinen eigenen Kalkulationen setze ich normal> Material +1.-/h an, um die Teile einpreisen zu können.
Sowas wollt ich wissen.
Also kostet so ein 'kleiner 'Papierkegel' etwa um die Euro 3-5,-
>> Falls sich wirklich keiner findet,> ... es gäbe schon einige, die sowas machen...
Man vergißt oft, daß dieses Forum nicht nur D-A-CH sondern auch die
Grenzgebiete umfaßt, einige sind auch in USA, einer sogar aus Taiwan
,
Summa Summarum:
warehousedeal abgrasen ..
meine -liebste- Einkaufsquelle: Glück? nagelneu ,
Pech? teil-kaputt , hat auch seine Vorteile! Defekt! retour..
wenn man sich nicht sicher über eine Ware ist.
Hier über die Größe und Eigenschaften eines 3D-Printers .
OK mal der Reihe nach wie mir die Antworten grad einfallen:
Also mal 1.
Rudi Ratlos schrieb:> Hab da auf w2k nur ein nie gebrauchtes TurboCAD, das ist auch ein Grund,> da muß ich mich dann in ein (Linux-)Programm einarbeiten.
Dann arbeitest du mit Papier und Bleistift?
Gut TurboCad habe ich selbstverständlich auch.
nur eher Selten gebraucht, da kaum ein Kunde damit arbeitet.
Häufiger wird da DesigenCad und FreeCad verwendet.
Autocad war früher Nr1, womit Zeichnungen von Kunden kahmen, Heute eher
Selten.
95% Der Zeichnungen. BZW Modelle kommen in STL. Selten und ungern
gesehen in IGES, da das Format gern Probleme macht, der ehemals gewollte
Universal-Standard, entpuppt sich als Katastrophe, den je nach Software
dass sie Generiert, darfst du dann Std. Lang Nachbearbeiten, weil irgend
welche Mesh-Punkte im Nirwana liegen, und/oder Maße nicht stimmen.
Ich habe ohne zu übertreiben etwa 40 verschiedene CAD Programme
installiert, um so alles was da an Konstruktionszeichnungen Anflattert
verarbeiten zu können :-O.
Nun zu 2.
Rudi Ratlos schrieb:> Also prinzipiell: Klein und Hoch.
Aber du willst nicht etwa damit Lautsprecher bauen?
Die Raumklang Eigenschaft wäre da mal grob gesagt besch(i)...(ähh
..eiden). Es sei den du willst dass man die Töne nur aus einem ganz
bestimmten Winkel als angenehm empfindet...
und zum 3.
Rudi Ratlos schrieb:> Das ist auch, was ich oben meine. Es geht ziemlich schnell ins Geld.> Carbon, seh ich grade, gibts auch. Offensichtlich in PLA gebunden.
Ja Carbon gibt's aber auch in ABS.
Holz (Da natürlicher Rohstoff) ist am besten in PLA Gebunden, Beides
kann Vergammeln und passt so Perfekt. Davon habe ich verschiedene
Sorten.
Ist aber zum Arbeiten ein angenehmes Material. Top Maßhaltigkeit, richt
angenehm beim und nach dem Druck.
Sehr gute Klangeigenschaften und nicht zuletzt, sehr schöne Optik und
mit den 40A (Schnell-Temperaturwechsel-Extruder) für große Teile oder
Laser-Zusatz, für kleine Teile , kann man während dem Druck noch direkt,
Holz-Strukturen realisieren. Inklusive Ast-Optik, Faser-Optik,
Wurmloch-Optik usw...
Sehr Teures da Zeitraubendes Verfahren.
Unter Anderem, da noch Kein Slicer, dies Direkt unterstützt,
muss das g-code File von Hand angepasst werden.
Aber was Rauskommt ist phänomenal.
Auch Perlmut-Filament ist grad für Tasten von Orgeln, (nicht für
Taschengeld oder Lau, Herzustellen also Top-Klasse ab 100k€) kann von
einer Elfenbeintaste kaum unterschieden werden und ist beim Spielen ein
absoluter Traum... und ganz nebenbei erwähnt, muss kein Elefant dafür
Sterben...
Schalleigenschaften für Hohe Töne ebenfalls genial....
Aber Holz-PLA ist für Audio die erste Wahl. Für Membranen verwende ich
ein ganz spezielles PLA-HOLZ-TPU Gemisch, das ist im Mittel- und
Bass-Ton bereich einfach Super... und mit Geeignetem 3D-Drucker, kommt
der gesamte Membrantrackt inklusive dem Weichgummi Teil für
Membran-Befestigung aus einem Druck... Aber das ist ein ganz anderes
Thema.
Nun den.
Ultraweich-TPU lässt sich nur mit ganz wenigen Direkt Extruder noch
verdrucken!
Einer davon ist der AIO-Robotics mit extra modifiziertem Extruder und
Software. Dank seinem per Stepper Drehbarem Rund-Druckbett, kann der
tatsächlich runde Sachen wie Membranen sehr gut Herstellen, rund ist
dann wirklich Rund und keine Mikro-Treppe ;-)
Damit sollten dann auch solche Kegel mit Supperkinderpoooberfläche
herstellen.
Mann kann darüber noch Seitenweise Texten.
leider lässt sich der Thread nicht Splitten, hat mir ein Mod mitgeteilt,
weil das mit dem Testbericht des Adventure 4 so grad kaum mehr was zu
tun hat, den grad für ultra-weich TPU ist dieser sowas von Ungeeignet,
dass es hier einfach nicht hinpasst. (Bowden-Drucker halt)Daher würde
ich dich bitten falls das Interesse an den Hochton-Hörner da ist, einen
neuen Thread dazu zu erstellen...
Da kann man dann nach Herzenslust drüber Fragen und Schreiben.
Zurück zum Adventure 4 .
Ja bedingt durch dass er ein Bowden-Drucker ist,
sind Ohne Mods nur maximal das "FlashForge Elastic" noch verarbeitbar.
Alles andere unter 90 Shore-A nur mit erheblichen Klimmzügen oder
einigen Mod's machbar Unter 80 Shore-A wird's schwierig bis Unmöglich.
Rudi Ratlos schrieb:> Wenn du die Zeiten fürs Messen und> Konstruieren zusammenrechnest, rechnet sich das UNTER einer Kleinserie> sicher nicht.
Für Prototyping rechnet das sich bei mir eigentlich immer.
Ich mache auch massig Vorrichtungen, um Sachen beim Zusammenbau exakt
ausrichten zu können.
Fräsen wäre meist schneller als Drucken.
Dafür kosten Drucker und Filament im Vergleich gar nichts.
Daher zahlt sich das für mich ab Stückzahl 1 aus.
Ein Laser (CO2; nicht so ein Dioden Spielzeug) ist auch extrem
praktisch. Alles was flach und <5mm dick ist, läuft bei mir nur im
Ausnahmefall am Drucker.
Da ist ein praktisch beliebig großes Teil schneller fertig, als der
Drucker sich aufgeheizt hat.
Rudi Ratlos schrieb:> Drei STUNDEN ? dauert das ? bei 60mm Höhe?
Da bin ich von 120° in der Spitze ausgegangen. Damit musst du 0.1mm
Schichten machen, damit die sich zumindest um 50% überdecken. Sonst
wird's beim Druck extrem schwierig.
Ich habe jetzt schnell mal den Winkel geändert (also 30° in der Spitze).
Damit sind auch meine üblichen 0.28mm Schichtdicke kein Problem und die
Druckzeit sinkt auf 13min... das habe ich mal schnell an einen Drucker
geschickt...
Ich hab einfach das Filament das gerade am Drucker war verwendet (Pet-G;
grau halb transparent). Mit dem Gloss und der Halbtransparenz kommt die
Handykamera irgendwie schwer klar... also sorry für die mäßige
Bildqualität...
Das wäre so ein "Vasen" Druck. Also nur eine durchgehende "Spirale".
Damit bin ich bei 0.45mm Wandstärke.
Wenn du das mit vorher vergleichst, dann sieht man schön, dass man mit
den Modellen extrem viel in der Hand hat. Es braucht einiges an
Erfahrung, um etwas einfach zu druckendes zu konstruieren...
Deine 150mm Höhe sind übrigens nicht wirklich ein Problem.
Die meisten günstigen Drucker liegen so in etwa bei 200x200x200mm an
nutzbaren Bauraum (eher etwas größer).
73
Patrick L. schrieb:> Zurück zum Adventure 4 .> Ja bedingt durch dass er ein Bowden-Drucker ist,> sind Ohne Mods nur maximal das "FlashForge Elastic" noch verarbeitbar.
Ich habe festgestellt, dass man nur sehr selten wirklich etwas
Gummiartiges braucht... also z.B. für Dichtungen oder so schon, aber für
flexible Teile nicht inbedingt.
Für technische Teile reicht es oft, wenn man z.B. von PLA (das ist
vergleichsweise hart und steif) zu ABS übergeht und entsprechend dünne
Teile konstruiert.
Das ist IMHO am 3d Druck der absolute Vorteil. Du nimmst einfach das
Material, das für dein Problem am besten passt. Wobei man mit ABS, PLA
und PetG schon ziemlich viel machen kann.
73
Hans W. schrieb:> Das ist IMHO am 3d Druck der absolute Vorteil. Du nimmst einfach das> Material, das für dein Problem am besten passt. Wobei man mit ABS, PLA> und PetG schon ziemlich viel machen kann.
Jep und wenn du dann noch ApolloX dazu nimmst hast du schon 90% der
Erfordernisse abgedeckt.
Gut ich brauche noch sehr viel HOLZ-PLA und auch andere Materialien,
dass aber weil ich auch in "Mobility Aerospace & Defense" liefere, da
dürfen natürlich PEEK und ULTEM usw. nicht fehlen.
Auch Glas mit 800° Drucktemperatur darf nicht fehlen (Linsen und
Optische Teile usw...)
Nur die meisten Industrie Filamente lassen sich nicht mit Standard
3D-Drucker verarbeiten.
Düsentemperatur über 300° und damit haben einige Probleme.
Grad bei Peek usw sollte auch die Druck-Raumtemperatur so um >90° sein,
was auch nicht viele 3D-Drucker können.
Wobei ich doch auch sehr viele TPU's verarbeite (Laufräder, Dichtungen,
Halterbeläge, usw..)
73 55
Hans W. schrieb:> Ein Laser (CO2; nicht so ein Dioden Spielzeug) ist auch extrem> praktisch. Alles was flach und <5mm dick ist, läuft bei mir nur im> Ausnahmefall am Drucker.
Damit 'dampfst' dann alles weg?
Für mein "Spiel mit den Möglichkeiten"
> eine durchgehende "Spirale"
Vielen! Dank für die Fotos , diese gezeigten 'Rillen' treten überall
auf ? oder ist das ein Glanzeffekt? Das war für mich eine wichtige
Frage. Bei der Ausbreitung von Schallwellen (könnten) würden dort
Reflexionen entstehen.
> Damit sind auch meine üblichen 0.28mm Schichtdicke kein Problem und die> Druckzeit sinkt auf 13min...> Gummiartiges ... also z.B. für Dichtungen
Ein weiterer Anwendungszweck für Bastler.
Es wird zusehends 'universeller' .
Diesmal kann ich tatsächlich eine -grundsätzliche Kaufentscheidung-
treffen. Ohne viel Herumzuraten..
Patrick L. schrieb:> Dann arbeitest du mit Papier und Bleistift?
CorelDraw-5 aus 1994. und HP-Tintenstrahler aus 2004 .
> Ich habe ohne zu übertreiben etwa 40 verschiedene CAD Programme
Wie oben erwähnt, das ist die "Erfahrung" .
> muss das g-code File von Hand angepasst werden.> Aber du willst nicht etwa damit Lautsprecher bauen?
Spezielle (neuartige) Hörner.
> Filamente über Filamente
Wenn das jemals die Marktreife erreichen sollte, dann muß ich das
sowieso extrudieren lassen.
> Hochton-Hörner, einen neuen Thread dazu zu erstellen...
Ist -übrigens- (alles) aus diesem entstanden:
Beitrag "Horn und Lautsprecher"> Für Membranen verwende ich ein ganz spezielles PLA-HOLZ-TPU Gemisch,
So unterscheiden sich Profis von den Möchtegerns.
Sie plaudern gerne (immer sachlich) aus dem Nähkästchen.
> mit dem Testbericht kaum mehr was zu tun hat,
wen interessiert das schon, was Leutchen da zusammenquatschen?
Auf Millionen von DIN-A4-Seiten
*Ich bin sooo froh, daß ich mich da eingeschalten hab* .
Mein HP-Deskjet-500-Color hat damals 700,-DM gekostet. Der bis heute
zuverlässige 5150 nur mehr ca.300,-DM. Heute würde ich nicht einmal mehr
79,- für diese Plasteteile ausgeben, wo die 5ml-Patrone freche 29,- Euro
kostet.
Im Klartext heißt das:
3D-Printer ab 1000,- (vollverkapselt, 350°C)
alles andere entspricht einem 9- oder 16-Nadel-Drucker "damals" !
Der hier getestete
FlashForge-Adventurer-4 ist also bloß ein 'Einstiegsdrucker'.
Und was man von 'Trockner-pflichtigen' Filamenten halten soll, weiß ich
akt. nicht. Ich glaube, ich werde die Tips vom Herrn Dipl.Ing. hans-
bezüglich Fräsen und Lasern noch mal genauer unter die Lupe nehmen. Und
schon sind wir bei den oben veranschlagten 2000,- "Einstiegspreis".
Vor Jahren hab ich mal das 'thingiverse' besucht, und wohl deshalb
jahrelang keinerlei Bedürfnis nach 3D-Druckern verspürt. Und Tausende
Rezensionen verstärkten dieses Bedürfnis auch nicht signifikant* .
Warum pali also seine Drucker selbst baut, ist klar und verständlich .
Lehrgeld-jahre sind eben keine HERRENjahre .
Rudi Ratlos schrieb:> Der hier getestete> FlashForge-Adventurer-4 ist also bloß ein 'Einstiegsdrucker'.
Nein dann hast du nicht richtig gelesen, denn dass ist er eben genau
nicht!
Patrick L. schrieb:> *erstes Fazit*>> Für den Preis, hat man ein Semi-professionelles hoch-genaues Gerät, dass> sich Spielend in ein Verbund integrieren lässt.> Sehr Sauber und hoch-genau arbeitet und Online via Inhouskamera extern> überwachen lässt, Auch bis zu 2kg Filamentrollen im Gerät unterbringen> kann.> Auch arbeitet das Gerät im 24/7 H Betrieb absolut Klaglos.> Mit rund 60dB A ist er nicht als Flüsterleise zu betrachten aber in der> Fabrikation dennoch angenehm leise.undPatrick L. schrieb:> Nun Zuerst möchte ich betonen, das dieses Gerät absolut nicht für> blutige Anfänger oder Mechanisch nicht begabte User geeignet ist!
Und ein Einstiegsdrucker = blutige Anfänger
VS:
& Profi
& 720 Stunden durchgehend
& Semi-professionelles hoch-genaues Gerät
= halb professionell
Also erfahrene Benutzer.
Ob er Industrietauglich ist,
wird sich in ca. 1 Jahr zeigen....
...da ist der Adventure 3 der richtige, aber von dem folgt dann auch ein
Testbericht. wobei hir im Forum schon einiges über den Adventure 3
geschrieben wurde. Richhtig ist dass sowohl der 3er wie auch der 4er Out
of Box Drucker sind.
Aber um sie Professionell einzusetzen,
brauchen beide etwas Zuwendung sprich Mod's
Rudi Ratlos schrieb:> Und was man von 'Trockner-pflichtigen' Filamenten halten soll, weiß ich> akt. nicht.
Es gibt Filamente denen ist es egal, da sie praktisch keine Feuchtigkeit
aufnehmen.
Aber wen man ein bisschen Physik versteht,
(kein Fensterplatz in der Schule vorausgesetzt), kann man sich denken,
was wohl passiert, wen das Filament,
Feuchtigkeit (= Wasser = Siedepunkt 100 ° ) aufgenommen hat und
durch eine über 200 ° heiße Düse geht...
Es gibt Extruder die das derart nicht mögen, dass nachher durch intern
Herausgeschäumtes Filament hinüber sind.(Passiert gerne zwischen HotEnd
und Teflon-Rohr im Extruder)
Refurbisched Adventure Extruderdüsen sollen das auch können, habe ich im
Internet schon Bilder gesehen und gelesen. Selber aber noch nicht
erlebt, da ich mein Filament trocken Lagere.
Klar gibt es Filamente die nur an der Oberfläche etwas Feuchtigkeit
aufnehmen, die kommen dann in der Regel auch Problemlos durch den
Extruder, aber ein Wirklich sauberes und Stimmiges Druckbild, lassen sie
dann nicht mehr zu, und wer etwas anderes erzählt, hat:
Entweder absolut keine Ansprüche an den Druckling (Nix mit glatter
Oberfläche) und stark reduzierter Festigkeit, bis hin zu
Schichttrennung.
Oder:
Schaut sich nicht richtig an was er als Druckling in der Hand hält..
Weiter:
PLA, und ganz Speziell HOLZ-PLA kann sogar anfangen zu Faulen wenn es
Feucht gehalten wird!
Nicht vergessen, es ist echtes Holz im PLA!
Mit all seinen Vor und Nachteilen.
Patrick L. schrieb:> Nein dann hast du nicht richtig gelesen, denn dass ist er eben genau> nicht!
Doch, doch, Mir ist schon klar, daß bei Preisen ab 199,- "Einstieg"
auch etwas anderes sein kann. Ich beziehe mich eher auf den
professionelleren Bereich. Also wo ich eine Datei drucke - und dann
kommt hinten das raus was ich vorn reingesteckt hab - ohne Viel Wenn und
Aber..
Ob man eine Webcam um 400,- Aufpreis braucht, sei dahingestellt.
Ich meinte, daß man "Bastelkisten" ab 1000,- hinter sich läßt, oder
lassen könnte.
> Aber um sie Professionell einzusetzen,> brauchen beide etwas Zuwendung sprich Mod's
Also 500,- + 500,- macht auch 1000,-
> Es gibt Filamente denen ist es egal, da sie praktisch keine Feuchtigkeit> aufnehmen.
Wieso Feuchtigkeit? Wenn ich irgend ein Plastikprodukt kaufe, dann nimmt
das Feuchtigkeit auf? Dann brauch ich das Glump eh net.. .
> Aber wen man ein bisschen Physik versteht,
Vor dem Einschlafen hab ich gedacht, vielleicht ist damit
KONDENSWASSER -Bildung gemeint, da das Filament ja aus einer kalten in
eine heiße Umgebung 'eingezogen' wird. Aber dazu brauch ich keine
'Trocknerbox' sondern eine "Vorwärmbox".
Das ist aber phys.techn. ein Unterschied. Und die 'Vorwärm'box brauch
ich auch --nur-- , wenn ich das Filament irgendwo von außen, statt
In-the-Box, einziehe.
Du mußt, entschuldigen, daß das für mich Neuland ist, aber mit einer
schönen Möhre vor der Nase lass ich mich nicht pflanzen.
> Filamente die nur an der Oberfläche etwas Feuchtigkeit aufnehmen,
Im Klartext hieße das, daß den Filamenten Additive zugesetzt werden.
Was aber die Frage bedingt: Was passiert mit diesen NACH DEM DRUCK ?
Ich bin -offensichtlich irrtümlich- davon ausgegangen, daß es sich
aktuell hier um 'normale' Kunststoffextrusion handelt. Also 'ABS' auch
ein ABS-Produkt hervorbringt. Und 'PE' ein PE-Produkt.
In handelsüblicher KunststoffQualität.
> Nicht vergessen, es ist echtes Holz im PLA!
Echtes Holz fault aber nicht!
Bei einer "Erweichungstemperatur: 60-70 °C" kann man mit PLA gar nichts
Brauchbares herstellen. Einmal in die Sonne gelegt - hin.
Das war mir schon klar, aber was ist mit den anderen Kunststoffen ?
Das ist für Unwissende.. doch ein Betrug.
Und bei meinem aktuellen Kenntnisstand: " ... bedingt geeignet "
Mehr als zwei Sterne würde ich gesamt -akt nicht vergeben.
Jetzt reicht es aber mal langsam! Hier geht es um den Adventurer 4! Es
interessieren die Unterschiede zu ähnlichen Geräten, nicht irgendwelche
Grundsatzdiskussionen über FDM.
Für die Diskussion der üblichen FDM-Grundlagen ist hier nicht der Platz!
Walter T. schrieb:> Für die Diskussion der üblichen FDM-Grundlagen ist hier nicht der Platz!
Und was hast Du bisher dazu beigetragen ? Nichts.
Wahrscheinlich hast selber gar keinen Drucker.
Du scheinst zu übersehen, daß die hier dargestellten 'Grundlagen' sehr
wohl auch den FlasForge Adventurer 4 selbst betreffen. Weil
letztendlich ist das ein
V E R A R B E I T U N G S G E R Ä T . Für diesen Schwachsinn.
Aber mit der Möhre vor den Augen
sehen manche Leute recht schwer. ihre Umgebung.
Darum brauchen sie Diskussionen über diese Drücker !
Rudi Ratlos schrieb:> Für diesen Schwachsinn.
Beim klassischen Spritzguss müssen die Pellets auch getrocknet werden!
Nylon wird nach dem Spritzguss sogar wieder "feucht" gemacht, damit es
nicht spröde ist.
Walter T. schrieb:> Jetzt reicht es aber mal langsam!
Grundsätzlich full ACK.
Aber das war schon interessant:
Patrick L. schrieb:> Es gibt Extruder die das derart nicht mögen, dass nachher durch intern> Herausgeschäumtes Filament hinüber sind.(Passiert gerne zwischen HotEnd> und Teflon-Rohr im Extruder)> Refurbisched Adventure Extruderdüsen sollen das auch können, habe ich im> Internet schon Bilder gesehen und gelesen.
Beim Creator habe ich bei PetG immer verstopfte Düsen gehabt.
Die 3 Jahre alte Rolle von damals ist gerade bei einem Ender durch
(Resteverwertung ohne vorher zu trocknen)... mein Kegel von oben ist von
der Rolle... Am Foto sieht man die Ungleichmäßigkeiten leider nicht.
Bisher habe ich durch nasses Filament nur unschöne Drucke gesehen.
Die Verstopfungen beim Creator habe ich daher ausschließlich dem
Druckprofil und Flashprint zugeschrieben...
Könnte also gut sein, dass das eher ein Problem im Hotend war.
Wobei ich zugeben muss, dass der Creator aus ABS absolute Top-Drucke
produziert...
Das PetG-Problem habe ich mit Händler und Importeur diskutiert.
Beide kannten es - es war aber kein ausreichender Grund den Drucker zu
retournieren :/
Daher meine ablehnende Haltung gegenüber Flashforge...
Wie verwendet ihr den Adventure eigentlich in eurer Farm?
Ich steuere meine Drucker ausschließlich über RepetierHost.
Das dürfte mit den Flashforge Druckern nicht out-of-the-box gehen, oder?
Die haben ja ihre eigene Druck-Cloud...
73
Hans W. schrieb:> Aber das war schon interessant:>> Patrick L. schrieb:>> Es gibt Extruder die das derart nicht mögen, dass nachher durch intern>> Herausgeschäumtes Filament hinüber sind.(Passiert gerne zwischen HotEnd>> und Teflon-Rohr im Extruder)>> Refurbisched Adventure Extruderdüsen sollen das auch können, habe ich im>> Internet schon Bilder gesehen und gelesen.
Das passt ja auch noch zum Thema.
Hans W. schrieb:> Das dürfte mit den Flashforge Druckern nicht out-of-the-box gehen, oder?> Die haben ja ihre eigene Druck-Cloud...
Bei den FlashForge scheint es keinerlei Kommunalität zu geben. Der
Guider hat anscheinend keinerlei Teile mit den Adventurer gemeinsam:
Keine mechanischen Teile, die G-Codes sehen unterschiedlich aus, das
eingebaute Web-Interface ist komplett unterschiedlich (und verdient beim
Guider den Namen nicht) etc...
Über die FlashPrint-Software lassen sich auch mehrere FlashForge-Drucker
per Netzwerk verwalten. Das ist wie mit dem USB-Stick: Man startet den
Druckjob per Netzwerk. Die Status-Rückmeldung ist allerdings nur der
Druckfortschritt - Anpassen der Druckparameter ist nicht möglich. Kein
Vergleich zu Octoprint.
Hans W. schrieb:> Beim klassischen Spritzguss müssen die Pellets auch getrocknet werden!
Ich hab einen ganzen Sack voll solcher 'PE-Pellets'.
Vermutlich wird nur der Zwischenraum getrocknet.
Diese 'Filamente' müßten dann als Schaumstoff be-/gekennzeichnet sein.
Im Mechatronic-Tabellenbuch nehmen (überwiegend: geschlossenporige)
Schaumstoffe in 7 Tagen etwa 1-3 vol-% Wasser auf.
Was bedeutet, daß da drin überdies noch -LUFT- ist.
Bei deinem Beispiel 60mm/s * 0,4 * 0,1mm = 2,4mm³/s = Filament: 1mm/s
müßte bei einer Bauraumtemperatur von 80-120° bereits sämtliches Wasser
beim Einzug verdunsten.
Darum
bleibe ich bei: Das ist bestenfalls ein Einstiegsdrucker .
Weil mit einem eklatanten Konstruktionsfehler behaftet
Ebenso wie 'dieser Bruder' :
https://www.amazon.de/dp/B09DVK5TP4
Rudi Ratlos schrieb:> Diese 'Filamente' müßten dann als Schaumstoff be-/gekennzeichnet sein.
Sorry, aber irgendwas geht bei dir schief...
Sehr viele Kunststoffe sind hygroskopisch! Das ist einfach so.
Das können bei den üblichen Filamenten so in etwa 0.1-0.2% sein.
Bei Nylon kann das aber schon mal 10x mehr sein!
Ob das nun Pellets oder Filament ist, ist dabei nebensächlich!
Walter T. schrieb:> Über die FlashPrint-Software lassen sich auch mehrere FlashForge-Drucker> per Netzwerk verwalten. Das ist wie mit dem USB-Stick: Man startet den> Druckjob per Netzwerk. Die Status-Rückmeldung ist allerdings nur der> Druckfortschritt - Anpassen der Druckparameter ist nicht möglich. Kein> Vergleich zu Octoprint.
Ok, also habe ich da nix verpasst seit meinem letzten Update vom Creator
:/
Bedienung war ja ok. Ich hab sogar irgendwie einen stream von der webcam
bekommen ohne die cloud.
Nur will ich den Repetier nicht mehr missen.
Meine kleine Farm "abernten" und mit ein paar Klick alle Drucker neu
starten geht aus dem Webinterface einfach super.
Für den Use-Case ist Flashprint doch etwas unkonfortabler.
73
Hans W. schrieb:> Sehr viele Kunststoffe sind hygroskopisch! Das ist einfach so.
Unter hygroskopisch versteht man i.A., daß Feuchtigkeit, bis ins
innerste Innere reingezogen wird. Wie bei einem Schwamm. Also sich
-zwischen den Molekülen- anlagert.
> Das können bei den üblichen Filamenten so in etwa 0.1-0.2% sein.
Sagen wir 1-2 % - und wie willst die da je wieder herauskriegen? Aus
einer eng aufgewickelten Faden-Spule.
Wer je eine nasse Zeitung getrocknet - oder gar ein feuchtes BUCH? -
hat, weiß um die Probleme des 'Kunststoff-Filament-Spulen' Trocknens.
> Ok, also habe ich da nix verpasst> :/>
Nein
Vielleicht mach ich einen Thread auf:
"Industrielle 3D-Drucker Bastelgrundlagen"
weil hinter diesen "Figuren " kann ich keinen Sinn entdecken .
Walter T. schrieb:> Anpassen der Druckparameter ist nicht möglich. Kein> Vergleich zu Octoprint.
Ehm Welche Version hast du?
Gut übers Webinterface ist nur sehr wenig möglich richtig.
Da hat der Adventure 4 echt vorteile.
Geschwindigkeit, Temperatur, Menge der Extrudiertem Filament usw, lassen
sich "On the Fly" ändern Selbst die Druckbettemperatur usw.
Ich nehme an das hier bald noch mehr möglich sein wird.
Man kann den Drucker aus FlashPrint vollständig fernsteuern und das
Kamerabild, kann auch ohne Cloudabindung genutzt werden.(das war aber
schon früher so) Auch die Temperatur kann man als Verlauf darstellen
lassen.
Druck Job starten ist auch direkt möglich.
Mittlerweile hat FlashPrint (Seit Version 5.1) auch die Möglichkeit die
Files die Lokal auf dem Drucker sind anzuschauen und gegebenenfalls zu
starten.
Seit Version 5.1 hat sich viel getan.
Ich steure meine komplette Farm aus FlashPrint (Ausnahmen sind
Industriedrucker wie CreatBot, Aio Robotics, und ja die Monoprice die
sind ganz eigen. XYZ Print will auch ihr eigenes Süppchen kochen.
Aber so alle FlashForce und Bresser, Wanhao (aber nur mit Sailfish
Firmware) und einige andere lassen sich damit Managen.
Der Geetech fühlt sic bei Cura und/oder Repetier Host ganz wohl.
Allerdings ist bei Beiden der 3-Fach Mixextruder noch recht komplex zu
handhaben, da braucht es doch noch einiges zu tun,
Der AIO Robotics fühlt sich mit Linux und Spice3er recht wohl. Aber ja
das ist immer etwas "Parametergebastel biss er richtig druckt.
Dafür aber wenn er Loslegt, dank seinen Kräftigen Servomotoren (Ja keine
Stepper) geht er dan derart ab das selbst das 25kg schwere Stahlgeheuse
sich begint zu bewegen.
Bei guter Parametrierung schafft er locker 300mm/S (Bei mehr bricht das
Filament in der Zuführung :-O.
Ganz Cool ist sein Rund-Druckbett mit eigenem Motor.
Runde Dinger sind dann auch rund :-D
Da wird aber irgend wann ein eigener Testbericht folgen ;-)
So werde andertags mehr schreiben jetzt muss ich ein Großdruckauftrag
durchbringen.
73 55
Patrick L. schrieb:> Ich steure meine komplette Farm
Wenn du ehrlich bist, hast eh nur Probleme mit diesen Farm-Druckern.
Trotzdem Vielen Dank. Ich bin (jetzt) raus .
Zum krönenden Abschluß: Das! ist Werbung.
A Father and Son Are 3D-Printing Their Very Own Lamborghini Aventador
Dr.Sterling Backus and his son have spent $20,000 3D printing a fully
functional, life-size ...
QIDI TECH X series # one of our customers printed a 1:1 sports car..
Patrick L. schrieb:> Ehm Welche Version hast du?Patrick L. schrieb:> Seit Version 5.1 hat sich viel getan.
Ausprobiert habe ich damals mit V 4.x. Mit 5.x habe ich es nicht wieder
ausprobiert, weil sich vordergründig wenig getan hat - aber das werde
ich im Laufe der Woche nachholen.
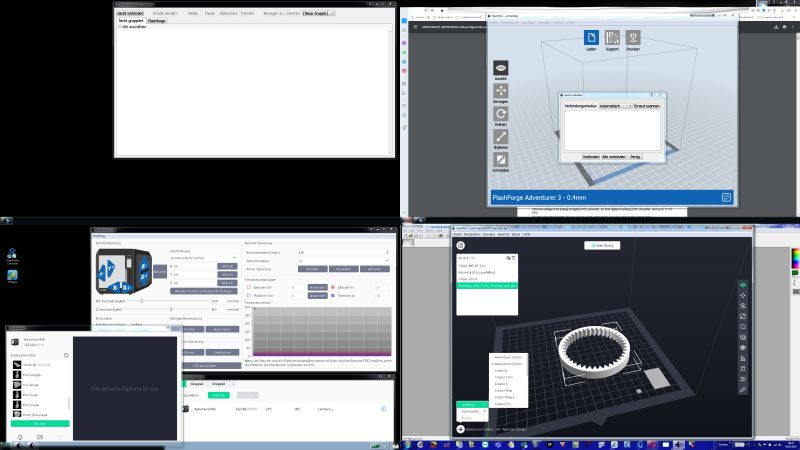
Walter T. schrieb:> Ausprobiert habe ich damals mit V 4.x. Mit 5.x
Ja da hat sich sehr viel getan,
(Bild: Oben V4.x unten V5.x)
Ich arbeite zur zeit mit der Version 5.3.3
Version 5.2.7, Hatte noch den OpenGL grafik Bug,
Der scheint jetzt aber seit Version 5.3.2 Behoben zu sein kam bis jetzt
nicht mehr vor.
Auch zeigt sich sehr aktive Weiterentwicklung, seit ich diesen Thread
gestartet habe, sind 10 Upgrades gemacht worden (Offiziell 2 Betatests
nicht mitgezählt)
Auch wurde bspw der OpenGL Bug gemeldet, innerhalb nur 2 Tage wurde der
behoben, viele (Nichtgratis) Software werden schlechter gepflegt.
{kind=link}
{kind=link}
{kind=link}