

Hallo
für unsere Studentenwerkstatt habe ich mich unserem alten
K40-Laser-Cutter beschäftigt. Kurz er musste gewartet werden. Nach
einstellen des Laserwegs, habe ich herausgefunden das auch der Tischhöhe
<-> Fokus nicht stimmt.
Ja, Tisch einstellen, Offset neu setzten ist jetzt nicht so das Ding.
Dabei ist mir die Idee eines Autofokus eingefallen. Wäre doch cool, wenn
der Tisch sich automatisch an die Höhe der Werkstücks einstellt.
Kurze Google Suche K40-Autofokus.... und ja die Idee ist nicht
neu...bisher gibt es das aber eher als Schalter in Kuli/Stift Form.
Problem dieser Lösung ist das der Sensor aber nur in eine
Richtung/Achse/Winkel misst...
(tastatore-di-messa-a-fuoco-automatica-25-mm_3_.jpg)
Als Lösung ist mir ein Näherungssensoren mit Licht eingefallen (Time of
Flight oder Winkel) von z.B. SHARP oder Vishay, der sich um den Laser
dreht. (VCNL4040_8_DSL.jpg)
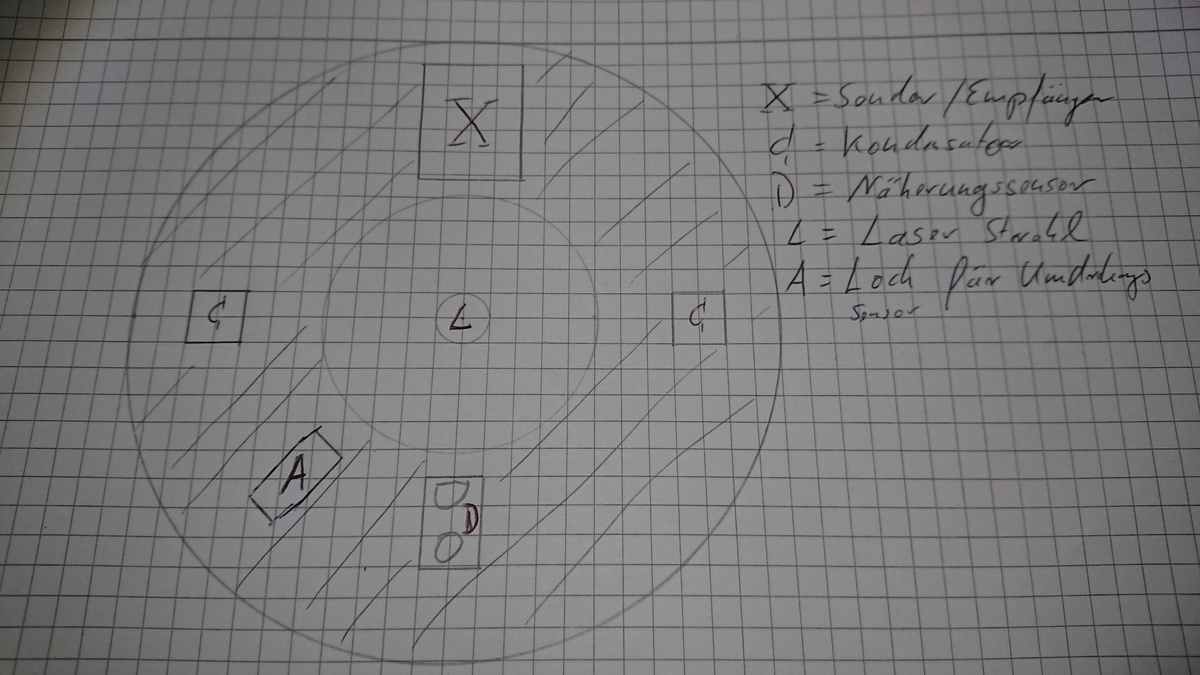
Grund Idee, irgendwas aus dem 3D-Drucker das auf den Laser Kopf gesteckt
wird. Ein Motor für den Antrieb, ein Kugellager, zwei Schleifkontakte
für die Strom Versorgung, irgendwas für die Datenübertragung (433Mhz,
WLAN(ESP) oder Bluetooth) und der Sensor.
Dazu etwas Hühnerfutter, Kondensatoren und Spannungswandler..usw....
Es ist wirklich nur so ne Idee, hätte aber ein paar Punkte die ich gerne
diskutieren würden.
1. Die Datenübertrag, ich habe eine Platine die sich (ziemlich
schnell) dreht. Die Spannungsversorgung sollte gehen, per
Schleifkontakte aber die Übertragung der Daten per I2C erachte ich als
zu störanfällig, CAN Bus wäre zu aufwändig (und keine Erfahrung)...
Daher denke ich Funk wäre am Einfachsten...IDEEN???
2. Wellenlänger/Interferenz. Der Laser strahlt mit 10600nm, der
Sensor (ein VCNL4040M3OE I2C-Bus von Vishay z.B.) mit 940m, nun
„leuchtet“ der IR-CO2 Laser beim Schneiden sichtbar. Die genaue
Wellenlänge kenne ich nicht. Im „normal“ Betrieb ist da eine Orange
Plexiglas davor und beim Einstellen, hatte ich eine Laserbrille auf und
so sieht der Laserpunkt rot aus.
Stört sich das gegenseitig?
Also das ganze ist nur eine Idee oder Konzept....
Angehängte Dateien:
-

VCNL4040_8_DSL.jpg
2 KB -

tastatore-di-messa-a-fuoco-automatica-25-mm_3_.jpg
32 KB -

DSC_1707.jpg
230 KB
Philipp H. schrieb: > 2. Wellenlänger/Interferenz. Der Laser strahlt mit 10600nm, der > Sensor (ein VCNL4040M3OE I2C-Bus von Vishay z.B.) mit 940m, nun > „leuchtet“ der IR-CO2 Laser beim Schneiden sichtbar. Wie du schon andeutest, das ist nicht das Laserlicht das du siehst. Dass ist das glühen des Werkstücks bzw. von dem was da verdampft. Da hier hohe Temperaturen entstehen hat es hier auch einen starken UV Anteil. Wenn der Sensor mit moduliertem IR Licht arbeitet (Wie z. B. eine IR Fernbedienung) dann würde ich vermuten, dass das nebeneinander geht (Die Fernbedienung geht auch, wenn Sonne ins Zimmer fällt). Falls der Autofokus während dem Schneiden adaptiv den Tisch verstellen sollte, sehe ich eher probleme mit dem Rauch der entsteht und das Sensorsignal stören könnte. Auch Schmutz der sich auf dem Sensor niederschlägt könnte Probleme machen, sollte sich aber reinigen lassen.
Angehängte Dateien:
-

Autofokus_Laser.jpg
85 KB
Der Snapmaker brennt mit verschiedenen Höhenabständen kleine Linien in zB Karton und entscheidet dann mit der eingebauten Kamera, welche die dünnste ist.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.